A378-滚刀支架加工工艺及编程 下载积分:2 资料编号: A378


2.填写金额:2
3.添加备注,填写资料编号:
会有专人在15分钟内把资料发到您邮箱
备注:如果付款忘记填写资料编号,则发邮件时附带您的交易明细截图即可。
请耐心等待,如超过30分钟还没收到,请联系客服QQ:2363701252

作品描述
作品包括:
说明书1份,共27页,约7400字左右
CAD版本本图纸,共2张
摘要
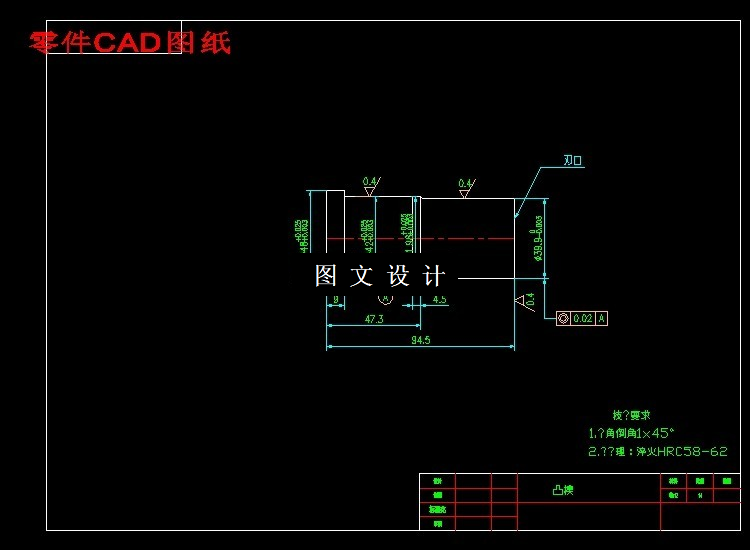
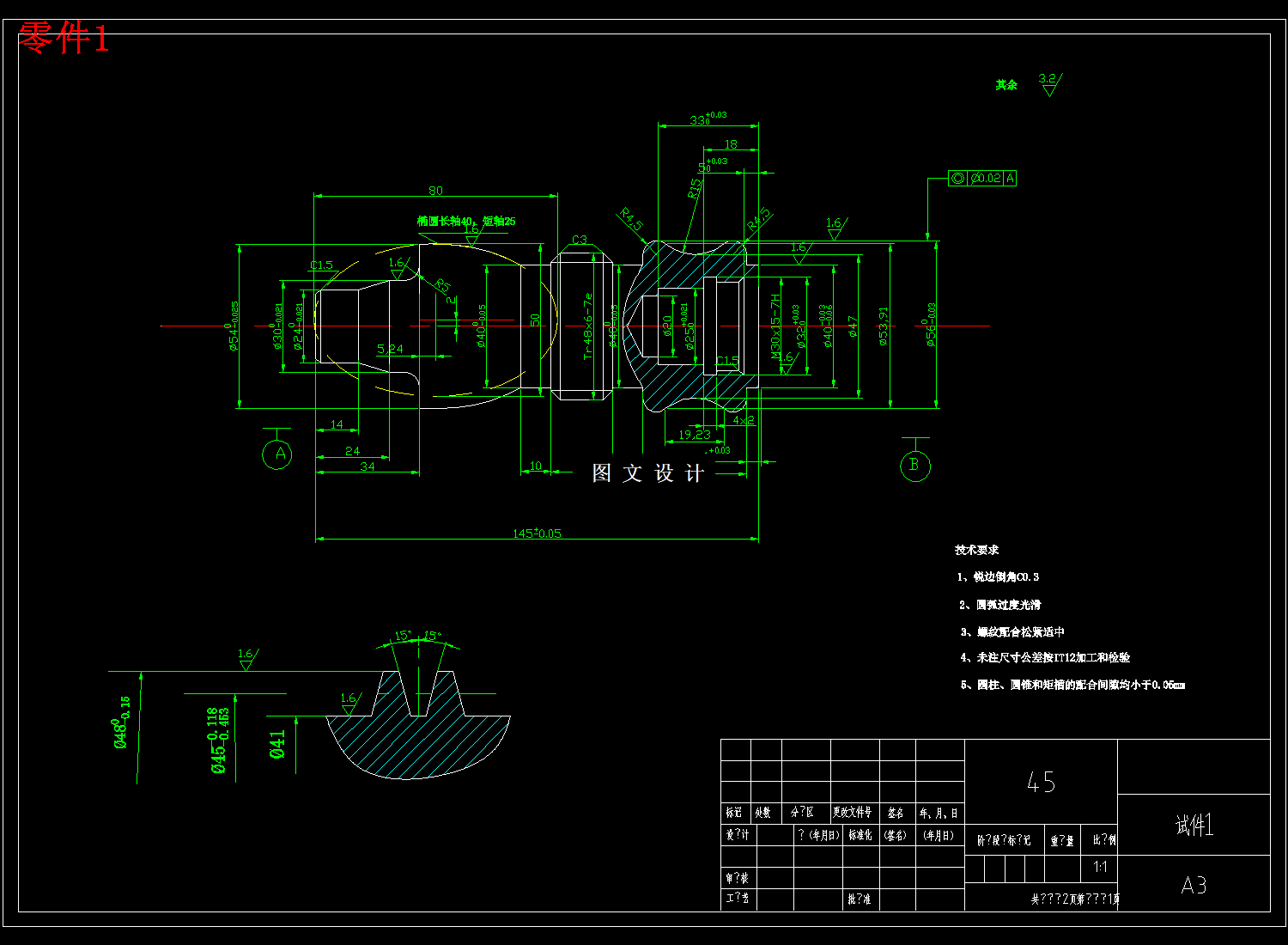
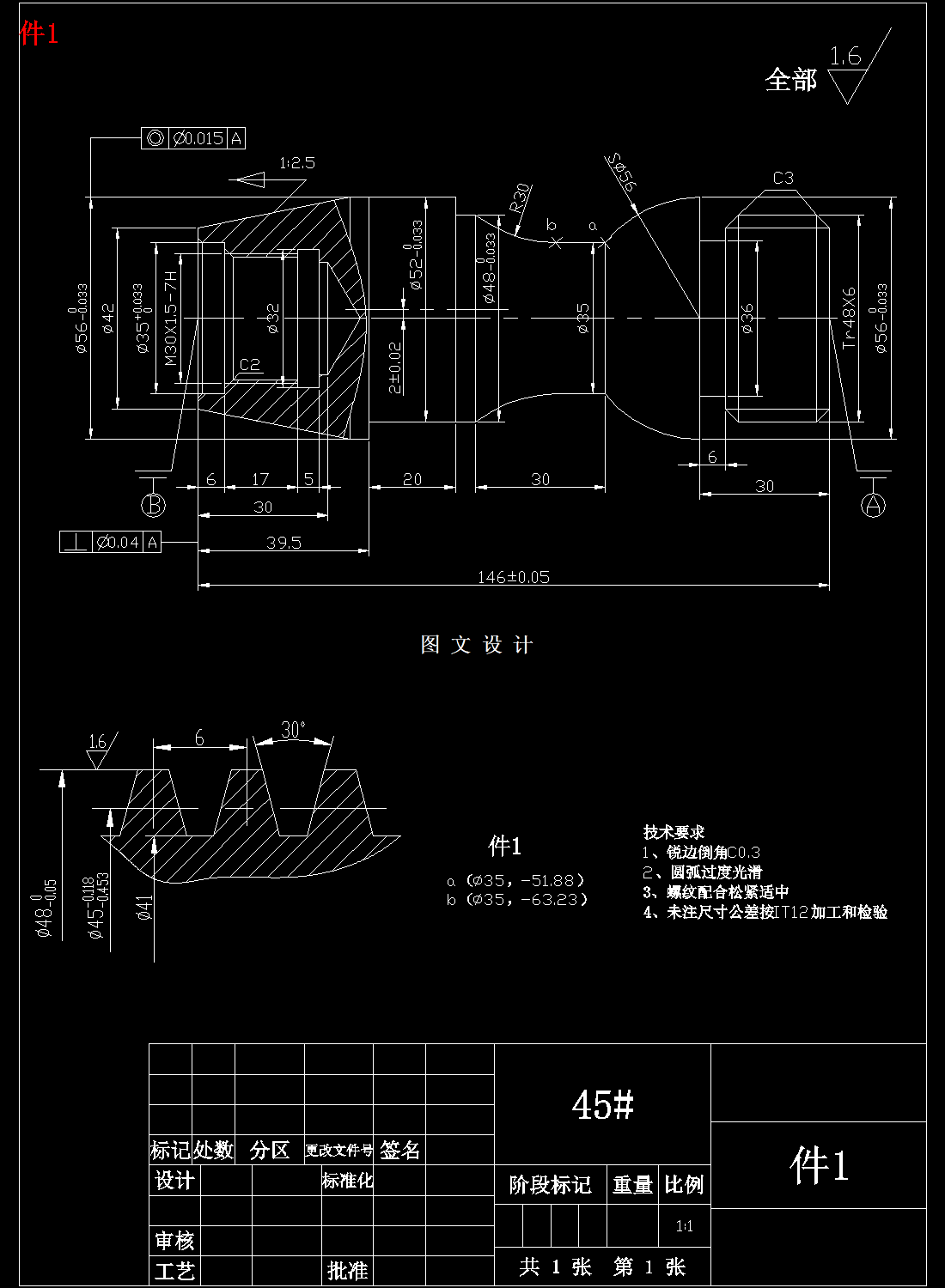
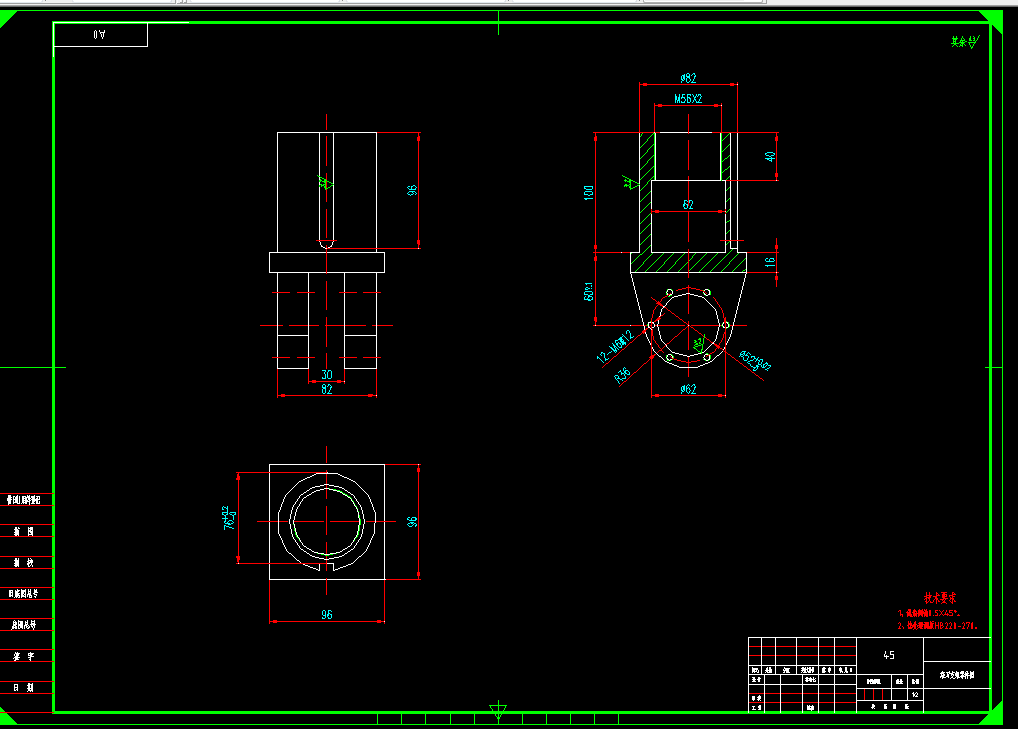
滚刀支架加工零件的主要加工表面是各表面的数控铣削加工200X200X96方块及数控车∮82外圆, 内孔深100MM的镗削,M52X2外螺纹的数控车削加工以及12-M6深12螺纹孔的钻、攻加工等。一般来说,保证平面的加工精度与保证孔系的加工精度相比,保证平面的加工精度比较容易。孔径加工都是选用专用钻夹具,夹紧方式一般选用手动夹紧,夹紧可靠。因此生产效率较高。能够满足设计要求。
本次设计的题目是滚刀支架加工工艺设计及编程,重点在于对滚刀支架加工的工艺性和力学性能分析,对滚刀支架加工零件的加工工艺规程进行合理分析,对滚刀支架加工进行加工工艺的规程设计,包括了滚刀支架加工的数控铣削加工和数控车削加工,并且介绍了数控加工工艺及数控编程,以此滚刀支架加工进行数控加工工艺编制和数控编程的设计。
关键词:滚刀支架;数控加工;工艺设计;编程
目 录
摘 要 I
1 制造工业的重要性 1
2 零件结构工艺分析 1
2.1零件的分析 2
2.1.1零件的作用 3
2.1.2零件的工艺分析 4
2.2零件的主要技术要求 4
2.2.1内孔的精度及位置精度 5
2.2.2平面的精度及位置精度 6
2.2.3 其他要求 8
3 工艺规程设计 9
3.1选择定位基准 10
3.2制定工艺路线 10
3.3选择加工设备和工艺设备 11
3.4机械加工余量、工序尺寸及公差的确定 12
4 确定切削用量及基本工时 12
4.1工序20:在铣床上面铣出200X200X96的方料 13
4.2工序30:在车床上面准备四爪卡盘,校正中心与平行度,车端面,打 中心孔 15
4.3工序40:铣12X96键槽 16
4.4工序50:切割外形与 的孔 17
4.5工序60:钻、攻两端12-M6深12MM内螺纹 19
4.6时间定额计算及生产安排 20
5 零件编程 21
5.1车 外圆,长度100MM 22
5.2镗 内孔深100MM 22
5.3钻、攻两端12-M6深12MM内螺纹 22
结 论 23
参考文献 24
致 谢 25
温馨提示:
1、题目前面的备注【字母数字编号】为本站整理分类的编号,与课题内容无关,请选题时忽视;
2、若题目上备注三维,则表示文件里包含三维源文件,由于三维组成零件数量较多,为保证预览截图的简洁性,本站将三维文件夹进行了打包。三维及CAD预览截图,均为本站电脑打开软件进行截图的,保证能够打开,下载原件超高清,下载后解压即可;
3、本站所有资源如无特殊说明,都需要本地电脑安装Office2007。图纸软件为AutoCAD,PROE,UG,SolidWorks,CATIA等;
4、本站所有图文资料仅供用户学习参考,不作为任何商用或其他用途;
5、本站不保证下载资源的准确性、安全性和完整性, 不包修改,不支持退换,同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失;
6、 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。