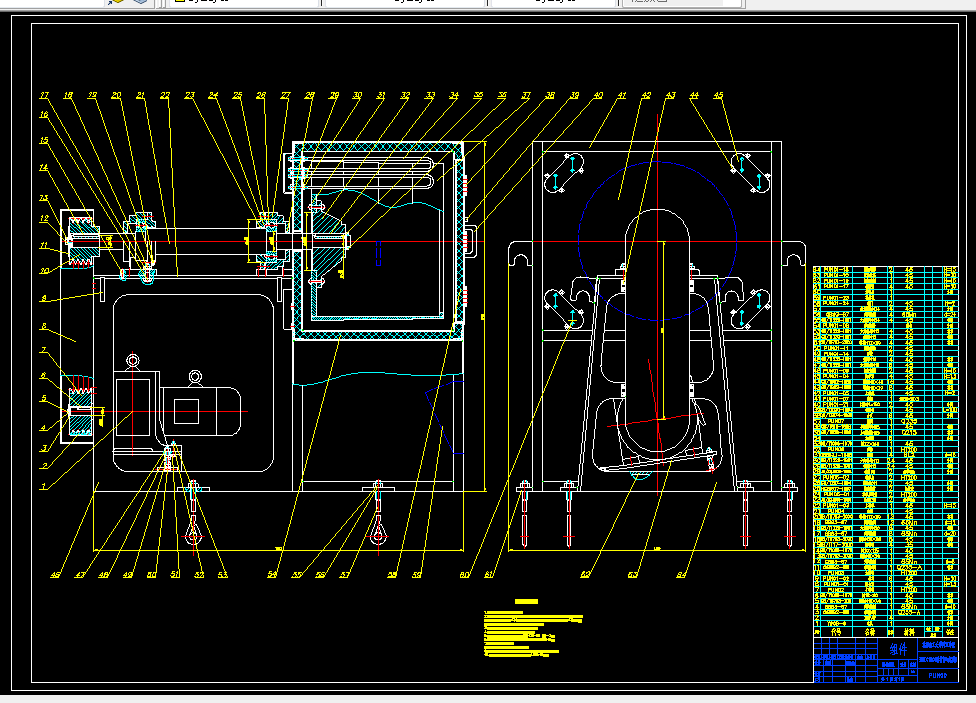
E291-300×1000片材离心成型机设计 下载积分:50 资料编号: E291


2.填写金额:50
3.添加备注,填写资料编号:
会有专人在15分钟内把资料发到您邮箱
备注:如果付款忘记填写资料编号,则发邮件时附带您的交易明细截图即可。
请耐心等待,如超过30分钟还没收到,请联系客服QQ:2363701252
作品描述
作品包括:
Word版说明书1份,共48页,约8300字
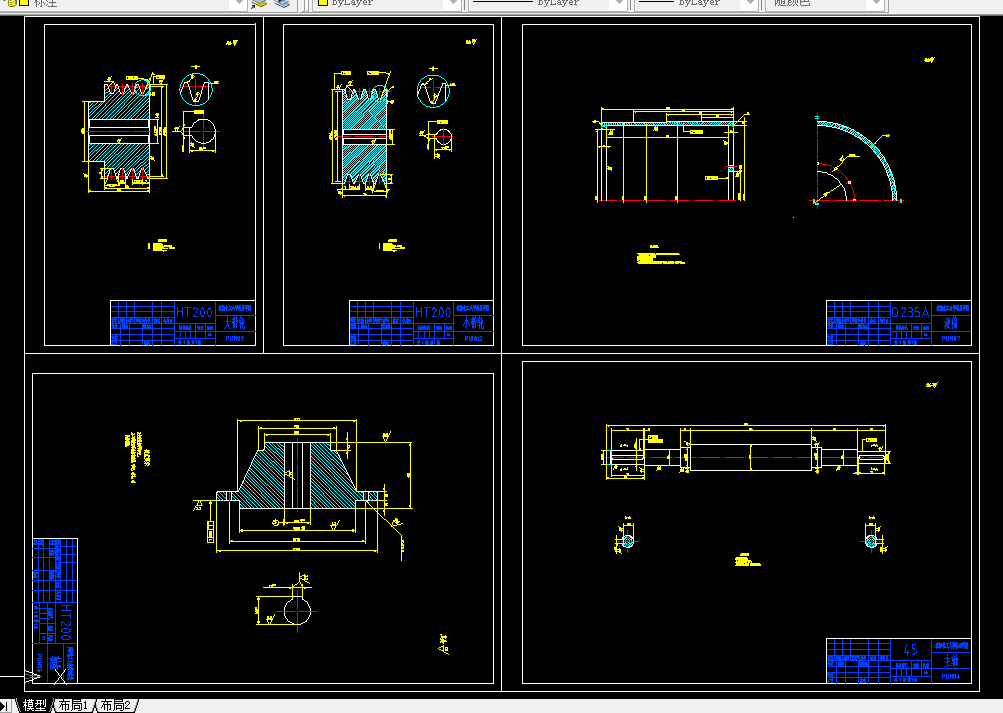
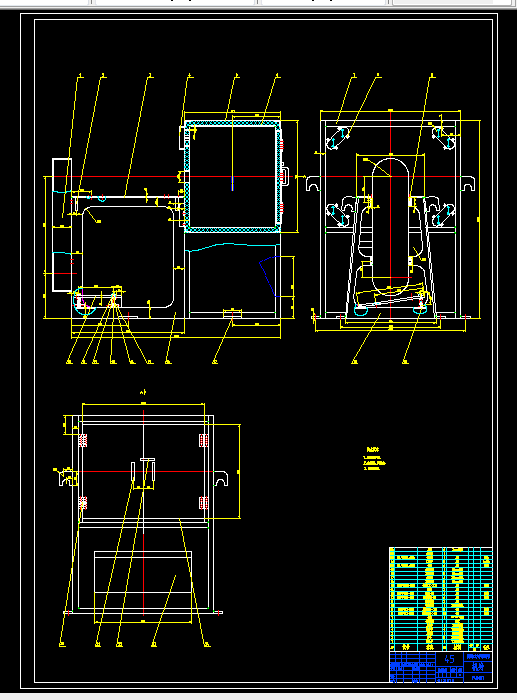
CAD版本图纸,共7张
摘要
聚氨酯全称为聚氨基甲酸酯 ,是主链上含有重复氨基甲酸酯基团的大分子化合物的统称。它是由有机二异氰酸酯或多异氰酸酯与二羟基或多羟基化合物加聚而成。聚氨酯大分子中除了氨基甲酸酯外 ,还可含有醚、酯、脲、缩二脲 ,脲基甲酸酯等基团。
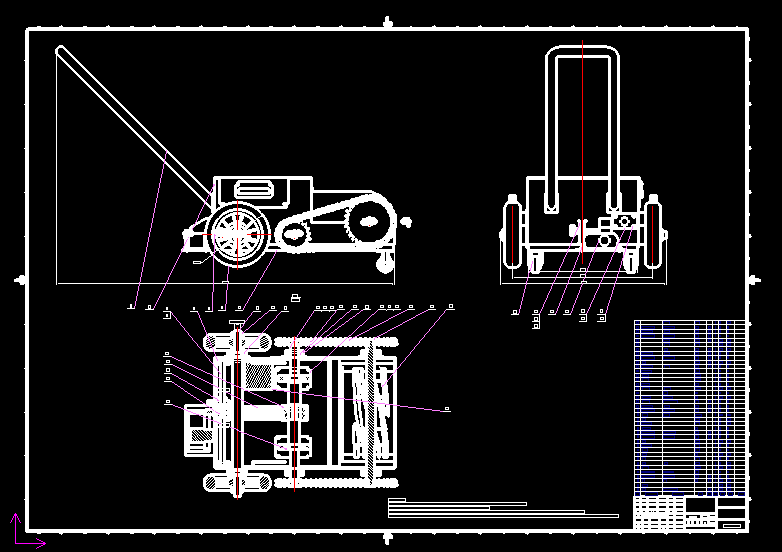
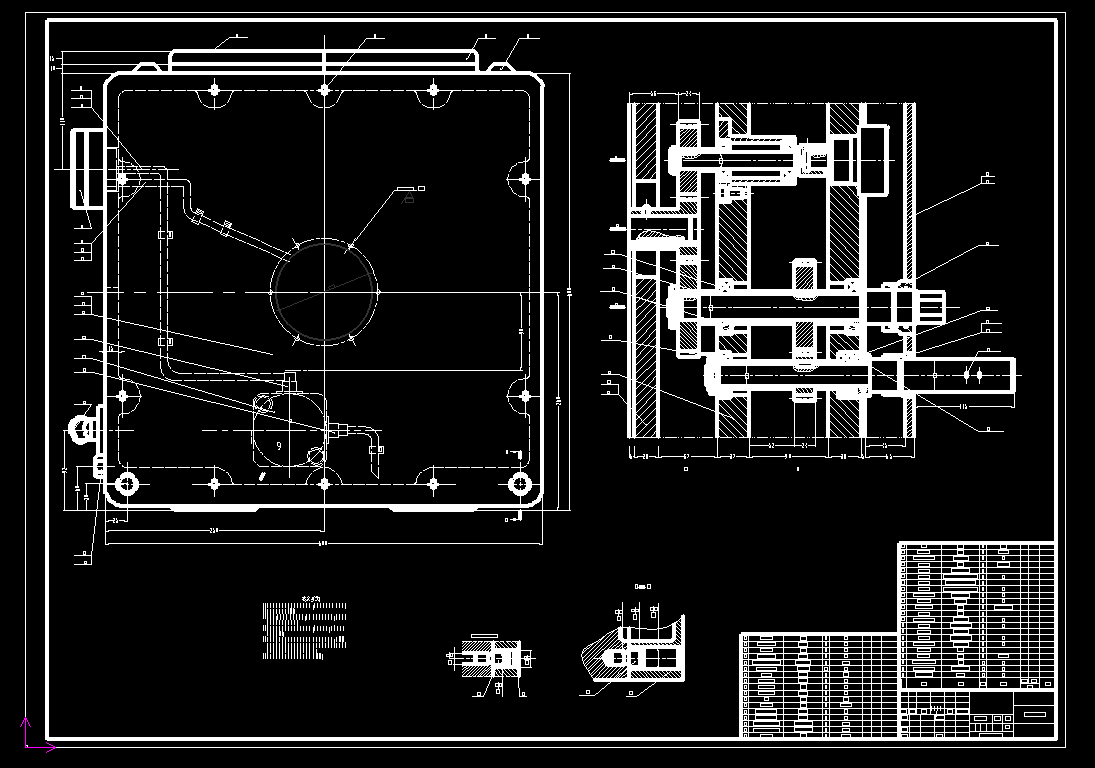
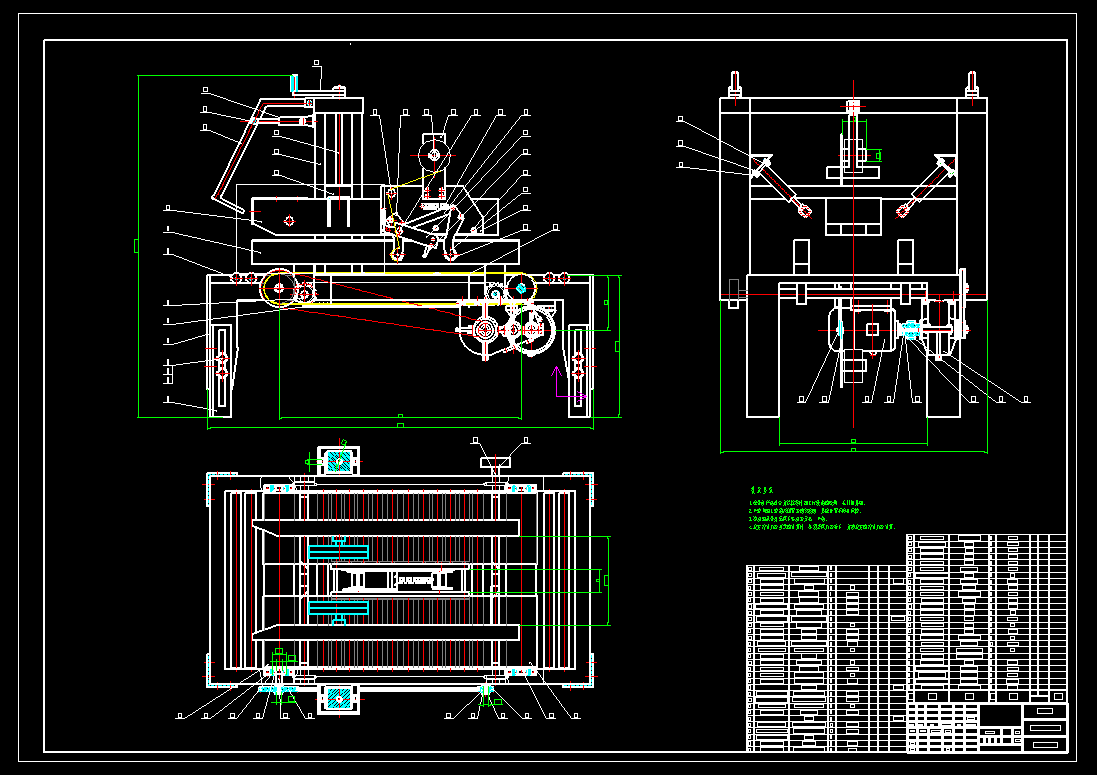
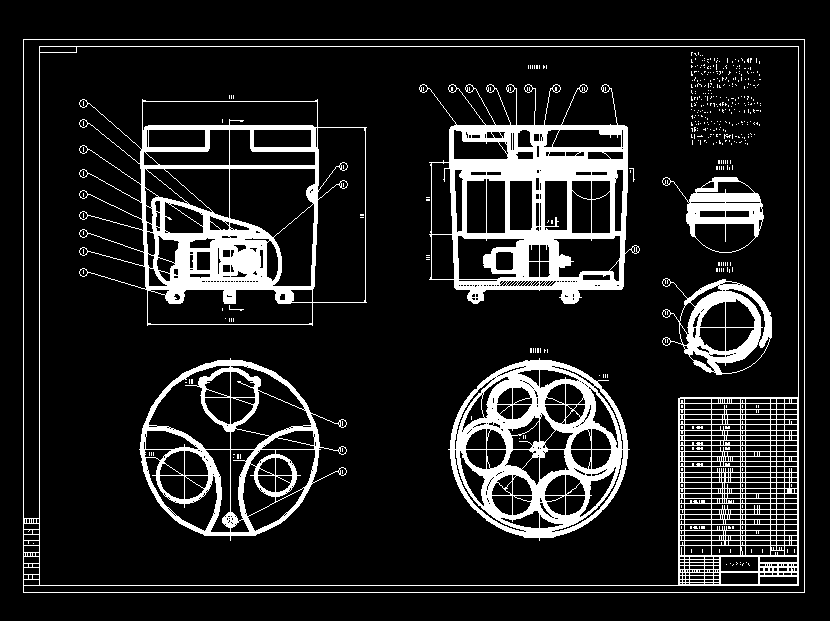
聚氨酯成型机是通过对聚氨酯加热到熔融状态,再靠离心机的离心原理将熔融的聚氨酯输送到搅拌头。经过高速强烈搅拌,使之料液均匀而喷出,形成所需产品。而离心成型技术是利用离心力成型管状或空心筒状制品的方法。通过挤出机或专用漏斗将定量的液态树脂或树脂分散体注入旋转并加热的容器(即模具)中,使其绕单轴高速旋转(每分钟几十转到两千转),此时放入的物料即被离心力迫使分布在模具的近壁部位。在旋转的同时,放入的物料发生固化,随后视需要经过冷却或后处理即能取得制品。在成型增强塑料制品时还可同时加入增强性的填料。 离心浇铸通常用的都是熔体粘度较小、热稳定性较好的热塑性塑料,如聚酰胺、聚乙烯、聚氨酯等。
离心成型时,聚氨酯填充模具型腔主要靠的是离心机旋转时产生的离心力。离心力与质量成正比,与离心机转速的平方成正比,与旋转半径成正比。因此,对某一规格的转子而言,聚氨酯的质量和旋转半径是一定的,所以离心力的大小仅与离心机的转速有关,增大或减少离心力,只须改变离心机的转速即可。
在离心成型时,聚氨酯除了受到自身的重力作用外,主要是靠离心力的作用来填充模具型腔的,其填充方式是先填充远离旋转中心的型腔的外部,然后逐渐向心部填充完毕。因有离心力的存在,且它比重力大得多,所以聚氨酯的填充能力要比重力成型时强,只要离心机转速适当,离心力的大小合适,生产出的转子的质量就一定比浇注成型时形成的转子要好得多。
关键词: 聚氨酯; 离心成型; 滚筒
目 录
第一章筒体、转盘质量及转动惯量计算 1
1.1 筒体壁厚的计算 1
1.2 筒体体积计算 2
1.3 筒体质量计算 2
1.4 筒体转动惯量计算 2
1.5 轴盘及转动惯量的计算 3
第二章电机的选择 6
2.1 类型 6
2.2 功率计算 6
2.2.1启动转鼓等转动件所需功率N1 6
2.2.2 克服转鼓、物料与空气摩擦所需的功率N2 6
2.3 选定 7
2.4 工作原理 7
2.4.1 工作条件 7
2.4.2 负载特性 7
2.4.3 离心式分离机 7
2.4.4 外形及安装尺寸Y90S-6 7
第三章带轮的设计 10
3.1 计算功率Pa 10
3.2 选择带轮型号 10
3.3 确定带轮的基准直径D1、D2 10
3.4 验算带轮V 10
3.5 确定中心距A和带的基准直径Ld 11
3.6验算小带轮上的包角Α1 11
3.7 确定带的根数Z 11
3.8 计算轴压力Q 12
3.9 带轮材质 12
3.10 小带轮质量计算 12
3.10.1 小带轮的质量计算 12
3.11 大带轮质量计算 13
3.11.1 1部分质量计算 13
3.11.2 2部分质量计算 13
3.11.3 总质量∑M 13
第四章轴的设计和校核 14
4.1 轴的设计计算 14
4.1.1 按弯扭合成强度计算轴径公式 14
4.1.2 按扭转刚度计算轴径的公式 14
4.1.3 取轴径 14
4.2 轴的结构设计 15
4.2.1 轴的强度计算 15
第五章总质心的校核 17
5.1 轴总质心的校核 17
5.1.1 轴质量计算 17
5.1.2 轴质心校核 18
第六章轴承的选择 19
6.1 轴承的选择、设计及寿命校核 19
6.2 当量动载荷 19
6.3 确定轴承寿命 19
第七章铆钉的计算 21
7.1取半圆头铆钉 21
7.2 确定铆钉的个数 21
7.2.1 按铆钉剪切强度计算 21
7.2.2 按扭转强度计算 21
第八章成型机的生产流程及电气控制 22
8.1 生产流程 22
8.2 电气控制原理 22
参考文献 24
致谢 25
附录 26
温馨提示:
1、题目前面的备注【字母数字编号】为本站整理分类的编号,与课题内容无关,请选题时忽视;
2、若题目上备注三维,则表示文件里包含三维源文件,由于三维组成零件数量较多,为保证预览截图的简洁性,本站将三维文件夹进行了打包。三维及CAD预览截图,均为本站电脑打开软件进行截图的,保证能够打开,下载原件超高清,下载后解压即可;
3、本站所有资源如无特殊说明,都需要本地电脑安装Office2007。图纸软件为AutoCAD,PROE,UG,SolidWorks,CATIA等;
4、本站所有图文资料仅供用户学习参考,不作为任何商用或其他用途;
5、本站不保证下载资源的准确性、安全性和完整性, 不包修改,不支持退换,同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失;
6、 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。